

HDPE drainage pipe fittings
For same floor, siphon drainage system
注:产品尺寸仅供参考,实际尺寸以实物为准。
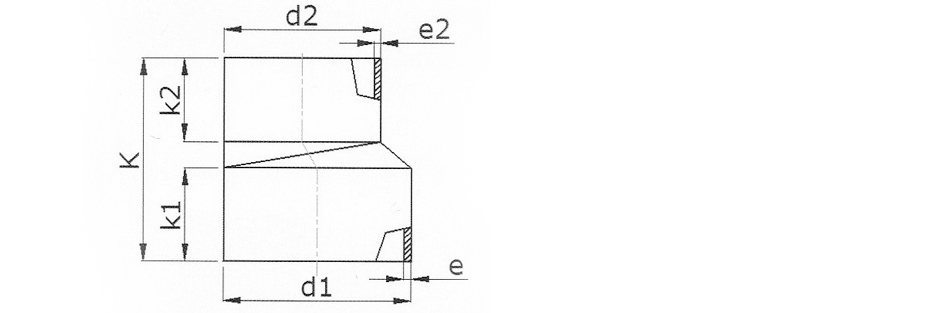
| Article No | d1/d2 | K | k1 | k2 |
| 10.02.50.40 | 50*40 | 94 | 43 | 43 |
| 10.02.56.50 | 56*50 | 94 | 43 | 43 |
| 10.02.63.50 | 63*50 | 94 | 43 | 43 |
| 10.02.63.56 | 63*56 | 94 | 43 | 43 |
| 10.02.75.50 | 75*50 | 94 | 43 | 43 |
| 10.02.75.56 | 75*56 | 94 | 43 | 43 |
| 10.02.75.63 | 75*63 | 94 | 43 | 43 |
| 10.02.90.50 | 90*50 | 94 | 43 | 43 |
| 10.02.90.56 | 90*56 | 94 | 43 | 43 |
| 10.02.90.63 | 90*63 | 94 | 43 | 43 |
| 10.02.90.75 | 90*75 | 94 | 43 | 43 |
| 10.02.110.50 | 110*50 | 100 | 48 | 44 |
| 10.02.110.56 | 110*56 | 100 | 48 | 44 |
| 10.02.110.63 | 110*63 | 100 | 48 | 44 |
| 10.02.110.75 | 110*75 | 100 | 48 | 44 |
| 10.02.110.90 | 110*90 | 100 | 48 | 44 |
| 10.02.125.50 | 125*50 | 100 | 48 | 44 |
| 10.02.125.56 | 125*56 | 100 | 48 | 44 |
| 10.02.125.63 | 125*63 | 100 | 48 | 44 |
| 10.02.125.75 | 125*75 | 100 | 48 | 44 |
| 10.02.125.90 | 125*90 | 100 | 48 | 44 |
| 10.02.125.110 | 125*110 | 100 | 48 | 44 |
| 10.02.160.90 | 160*90 | 100 | 48 | 44 |
| 10.02.160.110 | 160*110 | 100 | 48 | 44 |
| 10.02.160.125 | 160*125 | 100 | 48 | 44 |
| 10.02.200.110 | 200*110 | 195 | 105 | 65 |
| 10.02.200.125 | 200*125 | 195 | 105 | 65 |
| 10.02.200.160 | 200*160 | 195 | 105 | 65 |
| 10.02.250.125 | 250*125 | 195 | 105 | 65 |
| 10.02.250.160 | 250*160 | 195 | 105 | 65 |
| 10.02.250.200 | 250*200 | 245.0, | 110 | 110 |
| 10.02.315.200 | 315*200 | 260 | 110 | 120 |
| 10.02.315.250 | 315*250 | 260 | 110 | 120 |

scan
mobile
Address:No. 1 Momo Town, Sanqi City, Yuyao (county), Ningbo City, Zhejiang Province (Baidu map available)
Tel:+86-0574-62920109
Fax:+86-0574-62930919
E-mail:[email protected]
President Wu:+86 13816576602
President Li:+86 15990142805